-

苏州百测检测科技有限公司
主营:x射线荧光光谱仪,手持式光谱仪,ROHS检测仪器,x射线镀层测厚仪,直读光谱仪,XRF检测仪器,手持式合金分析仪,等离子体发射光谱仪,RHS2.0测试仪,手持式X荧光光谱仪

苏州百测检测科技有限公司
主营:x射线荧光光谱仪,手持式光谱仪,ROHS检测仪器,x射线镀层测厚仪,直读光谱仪,XRF检测仪器,手持式合金分析仪,等离子体发射光谱仪,RHS2.0测试仪,手持式X荧光光谱仪 15
15

今天我们要说的是X射线测厚仪与超声波测厚仪的区别。X射线测厚仪与超声波测厚仪,虽然都是工业自动化领域用来测量各种材料厚度的仪器,但是实际操作过程中X射线测厚仪与超声波测厚仪还是存在区别的。为此下面我们具体来看看X射线测厚仪与超声波测厚仪的区别。
X射线测厚仪与超声波测厚仪的区别:
X射线测厚仪利用X射线穿透被测材料时,X射线的强度的变化与材料的厚度相关的特性,从而测定材料的厚度,是一种非接触式的动态计量仪器。
X射线测厚仪以plc和工业计算机为核心,采集计算数据并输出目标偏差值给轧机厚度控制系统,已达到要求的轧制厚度。
超声波测厚仪是根据超声波脉冲反射原理来进行厚度测量的,当探头发射的超声波脉冲通过被测物体到达材料分界面时,脉冲被反射回探头通过测量超声波在材料中传播的时间来确定被测材料的厚度。
超声波测厚仪主要是测量整块的钢板、铁板、玻璃板等板材厚度的,与镀层没关系。所以在购买使用时要分清需要的是超声波涂层测厚仪还是超声波测厚仪。
以上内容介绍的是X射线测厚仪与超声波测厚仪的区别,希望对大家的使用有帮助。
镀锌层测厚仪的使用注意事项
(1)测量** 定要在基体 材 料 、厚 度 、测 量 面积、表面曲率半径都与被测样本相同的无涂层的底材上调零,以保证测量的性;
(2)为保证读数的准确性,每次测量之间间隔几秒钟;测量喷砂、喷丸表面上的涂层要严格按照说明书的校准步骤进行校准;
(3)不要用力拽或折测头线,以免线断或造成接触不良无信号;
(4)被测量表面有酸、碱溶液或潮湿的物质时必须进行清洁处理,去除这些酸、碱溶液或潮湿的杂物,以免损坏测头;
(5)测量时使测头轴线垂直于被测样品表面。
(6)一般每次测量时间间隔应大于 3 秒。
镀层厚度测量已成为加工工业、表面工程质量检测的重要环节,是产品达到优等质量标准的必要手段。为使产品国际化,我国出口商品和涉外项目中,对镀层厚度有了明确要求。
镀层厚度的测量方法主要有:楔切法,光截法,电解法,厚度差测量法,称重法,X射线荧光法,β射线反向散射法,电容法、磁性测量法及涡流测量法等等。这些方法中**种是有损检测,测量手段繁琐,速度慢,多适用于抽样检验。
X射线和β射线法是无接触无损测量,测量范围较小,X射线法可测较薄镀层、双镀层、合金镀层。β射线法适合镀层和底材原子序号大于3的镀层测量。电容法仅在薄导电体的绝缘覆层测厚时采用。
随着技术的日益进步,特别是近年来引入微机技术后,采用X射线镀层测厚仪 向微型、智能、多功能、高精度、实用化的方向进了一步。测量的分辨率已达0.1微米,精度可达到1%,有了大幅度的提高。它适用范围广,量程宽、操作简便且**,是工业和科研使用广泛的测厚仪器。
工作原理:
镀层测厚仪是将X射线照射在样品上,通过从样品上反射出来的*二次X射线的强度来。测量镀层等金属薄膜的厚度,因为没有接触到样品且照射在样品上的X射线只有45-75W左右,所以不会对样品造成损坏。同时,测量的也可以在10秒到几分钟内完成。
仪器作为一个集仪器研发、系统设计、产品生产、服务提供为一身的综合性仪器供应厂商,一直以来严格遵循“360°优质服务”的客户服务理念,以提高顾客满意度为根本目标,从服务力量、服务流程、服务内容等各个方面为客户提供*的优质服务。
我公司为客户提供技术咨询、方案设计、技术交流、产品制造、系统集成、现场勘察、工程实施、技术培训、服务热线、故障处理、回访、巡检等全过程、*、全系列的服务。这些不仅让客户体验到仪器高质量的服务,更为客户创造了更高的价值。
“快速、准确、到位”的服务
短交货时间
快安装
短维修周期
长保修期
个性化服务
低维护费用
性能优势
精密的三维移动平台
的样品观测系统
先进的图像识别
轻松实现深槽样品的检测
四种微孔聚焦准直器,自动切换
双重保护措施,实现无缝防撞
采用大面积高分辨率探测器,有效降低检出限,提高测试精度
全自动智能控制方式,一键式操作!
开机自动退出自检、复位
开盖自动退出样品台,升起Z轴测试平台,方便放样
关盖推进样品台,下降Z轴测试平台并自动完成对焦
直接点击全景或局部景图像选取测试点
点击软件界面测试按钮,自动完成测试并显示测试结果
3、技术指标
分析元素范围:从硫(S)到铀(U)
同时检测元素:多24个元素,多达五层镀层
检出限:可达2ppm,薄可测试0.005μm
分析含量:一般为2ppm到99.9%
镀层厚度:一般在50μm以内(每种材料有所不同)重复性:可达0.1%
稳定性:可达0.1%
SDD探测器:分辨率低至135eV
采用先进的微孔准直技术,小孔径达0.1mm,小光斑达0.1mm
样品观察:配备全景和局部两个工业高清摄像头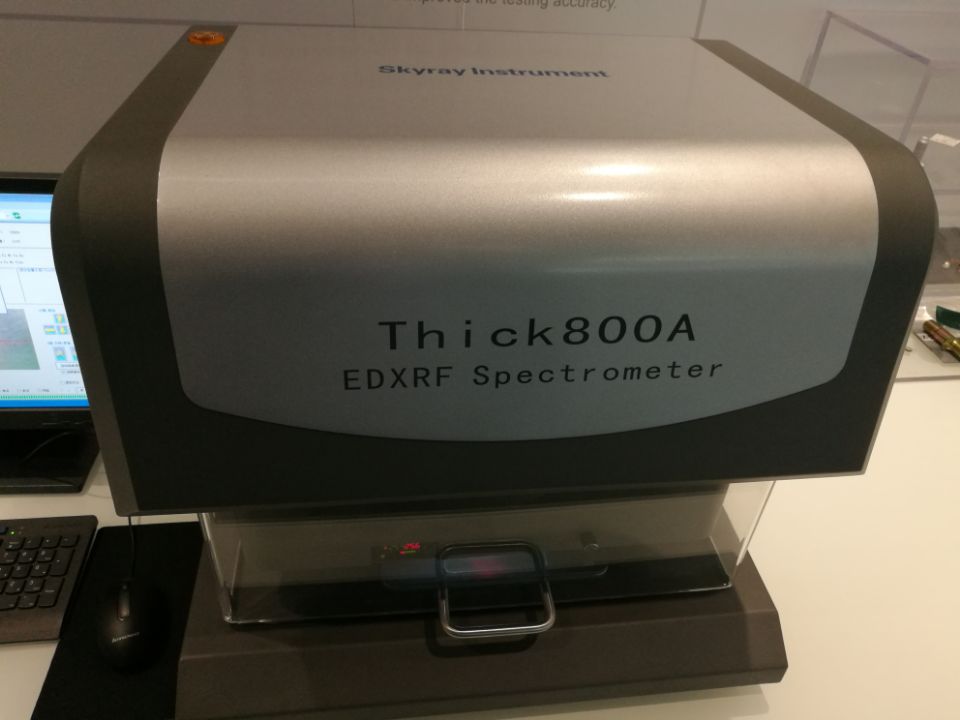
1.基体金属特性:
对于磁性方法,标准片的基体金属的磁性和表面粗糙度,应当与试件基体金属的磁性和表面粗糙度相似。对于涡流方法,标准片基体金属的电性质,应当与试件基体金属的电性质相似。
2.基体金属厚度:
检查基体金属厚度是否**过临界厚度,如果没有,可采用3.3中的某种方法进行校准。
3.边缘效应:
不应在紧靠试件的突变处,如边缘、洞和内转角等处进行测量。
4.曲率:
不应在试件的弯曲表面上测量。
5.读数次数:
通常由于仪器的每次读数并不完全相同,因此必须在每一测量面积内取几个读数。覆盖层厚度的局部差异,也要求在任一给定的面积内进行多次测量,表面粗造时更应如此。
6.表面清洁度:
测量前,应清除表面上的任何附着物质,如尘土、油脂及腐蚀产物等,但不要除去任何覆盖层物质。
镀层测厚仪应用领域: